Inside a PET Bottle-to-Bottle Recycling Plant: From Waste Bottles to Recycled PET Resin

Packaging manufacturers today are operating in a very different environment than they were even five years ago. Sustainability commitments are no longer optional, recycled content targets are becoming measurable requirements, and procurement teams are expected to source materials that perform like virgin polymers while still supporting circularity goals. For companies manufacturing bottles for personal care, hygiene, and home care products, this has made recycled PET resin a core material consideration rather than a niche alternative.
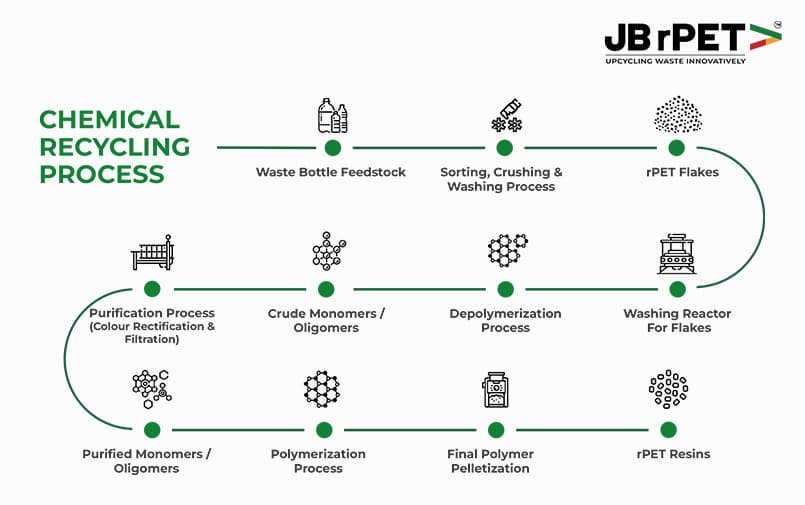
Behind every reliable supply of recycled material sits a complex industrial system. Inside a modern PET bottle to bottle recycling plant, post-consumer waste bottles move through multiple transformation stages, combining mechanical and chemical recycling routes to produce consistent PET granules and recycled resins suitable for demanding manufacturing applications. Understanding this process helps manufacturers evaluate quality, consistency, and long-term viability before integrating recycled inputs into their packaging lines.
This is not about positioning one recycling method above another. Mechanical recycling remains essential to PET circularity. Chemical recycling strengthens the system by extending material usability and improving output consistency. Together, they enable bottle-to-bottle recycling at scale.
How a PET Bottle to Bottle Recycling Plant Handles Post-Consumer Waste
Every PET bottle to bottle recycling plant begins with post-consumer waste collection. Bottles are sourced from municipal waste streams, organized collection programs, and industrial scrap channels. At this stage, the material mix is wide-ranging.
Clear and colored PET bottles
Labels made from paper and plastic
Caps and rings from different polymers
Residues from personal care and cleaning products
For bottle-to-bottle recycling to work effectively, this mixed input must be converted into a controlled feedstock.
Sorting and Separation
Advanced plants rely on optical sorters, air classifiers, and manual inspection to isolate PET from other plastics and contaminants. PVC, multilayer materials, and metals are removed early to prevent downstream quality issues. This stage is critical for both mechanical recycling and PET chemical recycling, as contamination affects efficiency and final resin performance.

Size Reduction and Washing: Preparing Bottles for Recycling
Once sorted, bottles are shredded into flakes. These flakes pass through multiple washing stages designed to remove both visible and invisible contaminants.
Cold washing removes surface dirt
Hot washing dissolves oils, adhesives, and residues
Friction washing improves flake cleanliness
Clean flakes are essential for producing high-quality recycled PET resin, regardless of the recycling route used next. In bottle-to-bottle systems, this stage determines how efficiently material can be processed further.
How Feedstock Variability Affects Recycled PET Resin Performance
Post-consumer PET bottles never arrive as a uniform material stream. Collection patterns change by region, season, and consumption habits. Bottles may differ in color, additive history, label type, or the products they previously contained. This variability directly affects how recycling plants design their processes.
In a PET bottle to bottle recycling plant, mechanical recycling performs best with highly consistent, clean, and clear input material. When feedstock quality fluctuates, chemical recycling provides an additional layer of control. By breaking PET down to its molecular components, PET chemical recycling helps neutralize differences caused by dyes, additives, or previous use cycles.
For manufacturers sourcing recycled PET resin as B2B resins, this stability is critical. It ensures that variations in waste input do not translate into fluctuations in resin behavior during production. This ability to absorb feedstock variability without compromising output quality is one of the reasons chemical recycling strengthens the overall bottle to bottle recycling system.
The Role of Mechanical Recycling in Bottle to Bottle Recycling
Mechanical recycling is often the first conversion route in bottle-to-bottle recycling. Clean PET flakes are melted, filtered, and re-extruded to form PET granules. This process is energy-efficient and well-established.
Mechanical recycling works best when:
- Feedstock is clear and well sorted
- Contamination levels are low
- End-use requirements allow slight variation
For many applications, mechanically recycled material performs well and keeps large volumes of PET in circulation. Mechanical recycling forms the backbone of global PET recovery and remains indispensable.
Where PET Chemical Recycling Fits into the System
Over multiple recycling cycles, PET polymers can lose molecular strength. Certain waste streams also remain unsuitable for mechanical routes due to color, additive history, or contamination. This is where PET chemical recycling becomes important.
In chemical recycling, PET is broken down to its molecular building blocks through controlled reactions. Depending on the process, this may involve glycolysis, methanolysis, or hydrolysis. The objective is the same: recover monomers that can be purified and rebuilt into new PET.
Chemical recycling allows:
- Removal of accumulated additives and dyes
- Restoration of polymer chain length
- Greater consistency in output properties
For manufacturers sourcing recycled PET resin for packaging that demands uniformity, this consistency is a major advantage.
Quality Parameters Manufacturers Check Before Approving Recycled PET Resin
Manufacturers do not evaluate recycled PET resin based on sustainability claims alone. Approval decisions are driven by measurable quality parameters that directly affect production efficiency and finished packaging performance.
Common evaluation criteria include intrinsic viscosity consistency, color stability, moisture content, and thermal behavior during processing. Even small deviations in these parameters can impact wall thickness control, surface finish, or cycle times during blow molding.
Chemically recycled resins are often preferred in B2B resins portfolios because polymer chains are rebuilt under controlled conditions. This allows tighter specification control compared to materials that have passed through multiple melt cycles. For converters producing high-volume personal care or hygiene bottles, predictable resin behavior reduces scrap rates and minimizes machine downtime.
Purification and Rebuilding Polymer Chains
After depolymerization, recovered monomers undergo purification. Impurities are removed, catalysts are filtered out, and specifications are tightly controlled. This stage ensures that the rebuilt polymer meets defined performance parameters.
Once purified, the monomers are polymerized again to form PET with predictable molecular characteristics. This is where chemically recycled PET begins to resemble virgin resin in behavior, without the environmental cost of producing new fossil-based plastic.
Producing PET Granules From Chemically Recycled Material
The rebuilt polymer is extruded and pelletized into uniform PET granules or B2B resins, as they are also known. These pellets are the form in which manufacturers receive material for processing.
At this stage, extensive quality testing takes place:
- Intrinsic viscosity
- Color and haze
- Moisture content
- Thermal stability
These tests ensure that recycled resins can be processed on standard injection molding and blow molding equipment without constant parameter changes.

Using Recycled PET Resin Without Changing Existing Molds or Machines
One of the biggest concerns manufacturers have when switching to recycled PET resin is whether it will require changes to existing infrastructure. Retrofitting molds or modifying processing equipment adds cost and operational complexity.
Chemically recycled PET resins are designed to align closely with the processing behavior of virgin PET. Melt flow characteristics, drying requirements, and thermal stability are controlled during polymer rebuilding. This allows most manufacturers to process recycled material on existing injection molding and blow molding equipment.
For B2B resins used in personal care and hygiene packaging, this compatibility is especially important. It allows sustainability goals to be met without disrupting established production workflows or compromising output quality.
How Recycled PET Resin Is Produced Inside a Bottle-to-Bottle Recycling Plant
Inside an integrated PET bottle to bottle recycling plant, mechanical and chemical recycling often operate side by side. Flakes that meet strict clarity and contamination thresholds may go through mechanical recycling, while more complex material streams are diverted to chemical recycling.
This flexibility increases overall recovery rates and ensures that more bottles return to the system as usable recycled PET resin rather than being downcycled or discarded. Plants designed this way function less like waste processors and more like advanced material manufacturers.
Why Chemically Recycled PET Resin Performs Differently in Manufacturing
Manufacturers evaluating recycled inputs often focus on processing stability. Chemically recycled PET resin offers tighter control over molecular weight and melt behavior, which directly affects production efficiency.
Benefits include:
- More stable melt flow
- Better wall thickness control
- Improved surface finish
For converters producing bottles for shampoos, detergents, or hygiene products, these characteristics reduce scrap rates and improve line efficiency.

Using Recycled PET Resin for Personal Care and Hygiene Bottles
Most chemically recycled PET resins today are used in non-food applications. This includes packaging for personal care, home care, and hygiene products.
Typical applications include:
- Shampoo and conditioner bottles
- Liquid soap containers
- Cleaning product packaging
- Cosmetic bottles
These applications benefit from chemical recycling because they require high visual quality, chemical resistance, and consistent performance. Since food-contact approvals are not required, manufacturers can adopt recycled content more quickly while still achieving sustainability targets.
Recycled PET Resin and Compliance Requirements for Non-Food Packaging
While food contact regulations receive the most attention, non-food packaging is also subject to increasing scrutiny. Brands producing personal care, home care, and hygiene products are under pressure to document recycled content and demonstrate responsible material sourcing.
Using recycled PET resin produced through controlled recycling processes supports compliance with brand sustainability policies and ESG reporting frameworks. Chemical recycling systems often offer clearer traceability of input material and process data, which simplifies documentation for downstream users.
For manufacturers sourcing B2B resins, this transparency helps align packaging material choices with broader corporate sustainability commitments without introducing regulatory complexity associated with food-grade approvals.
Bottle to Bottle Recycling Beyond Food Packaging
Bottle to bottle recycling is often associated only with food and beverage bottles, but the reality is broader. In personal care and hygiene segments, bottle-to-bottle recycling supports circularity without the regulatory complexity of food-grade applications.
Here, bottle to bottle recycling focuses on material recovery and performance rather than direct food contact. This makes chemically recycled recycled resins especially attractive for brands seeking recycled content with fewer compliance hurdles.
How Bottle to Bottle Recycling Supports Long-Term Resin Supply Planning
Procurement teams increasingly look beyond spot pricing when sourcing recycled PET resin. Supply reliability and long-term availability are becoming just as important as cost.
Integrated bottle to bottle recycling systems help stabilize resin supply by combining mechanical and chemical recycling routes. When high-quality feedstock is available, mechanical recycling handles volume efficiently. When feedstock quality fluctuates, chemical recycling ensures continuity of output.
This flexibility allows recycling plants to maintain consistent production of B2B resins even during periods of feedstock variability. For manufacturers planning long production runs or multi-year packaging commitments, this supply stability reduces risk and improves procurement predictability.

Why Mechanical and Chemical Recycling Must Work Together in PET Circularity
Mechanical recycling and chemical recycling are not competing approaches. They serve different roles within a circular PET ecosystem.
Mechanical recycling efficiently handles large volumes of clean, sorted material and keeps PET in circulation with minimal energy input. Chemical recycling extends the life of PET by processing material that is unsuitable for mechanical routes or has reached the limits of repeated melting.
Together, these processes support continuous PET bottle to bottle recycling and ensure a steady supply of recycled resins for B2B applications. This integrated approach increases overall recovery rates and strengthens the long-term viability of recycled PET as a manufacturing material.
What Manufacturers Look for When Sourcing Recycled PET Resin
Manufacturers sourcing recycled PET resin evaluate suppliers based on more than sustainability claims.
Key considerations include:
- Batch-to-batch consistency
- Compatibility with existing molds
- Long-term supply reliability
- Documentation for recycled content
Chemical recycling helps address many of these concerns by producing resins with predictable behavior and traceable inputs.
Common Questions Manufacturers Have About Chemically Recycled PET Resin
Manufacturers evaluating chemically recycled PET often raise practical concerns before approving material for production.
Questions commonly relate to odor retention, long-term aging behavior, and color consistency across batches. These concerns are valid, especially for packaging used in personal care and hygiene applications where aesthetics and consumer perception matter. See our list of frequently asked questions.
Chemical recycling addresses many of these issues by removing residual contaminants and rebuilding polymer chains under controlled conditions. As a result, recycled PET resin produced through chemical routes often shows improved odor neutrality and more stable appearance compared to materials that have undergone repeated mechanical recycling cycles.
What Sets Advanced PET Bottle to Bottle Recycling Plants
Apart Not all recycling plants deliver the same output quality. Advanced PET bottle to bottle recycling plants differentiate themselves through process integration, quality control, and data transparency.
Facilities that combine mechanical and PET chemical recycling can adapt to changing feedstock conditions while maintaining consistent resin specifications. In-house testing, real-time monitoring, and controlled polymer rebuilding allow these plants to supply recycled PET resin that performs reliably in industrial applications.
For manufacturers sourcing B2B resins, choosing partners with this level of process maturity reduces production risk and supports long-term sustainability goals.
PET Bottle to Bottle Recycling and Supply Stability
Supply consistency is a growing concern as demand for recycled materials increases. Integrated PET bottle to bottle recycling systems offer better control over feedstock and output volumes.
By combining mechanical recycling and PET chemical recycling, plants can manage fluctuations in waste quality while maintaining consistent resin output. This stability matters for manufacturers running continuous production lines.

Recycled Resins and Circular Economy Reporting
Beyond manufacturing performance, recycled resins play an important role in sustainability reporting. Brands increasingly need data to support recycled content claims, lifecycle assessments, and regulatory disclosures.
Chemical recycling systems often provide clearer material traceability and process documentation, which helps downstream users meet reporting requirements without ambiguity.
Inside a PET Bottle to Bottle Recycling Plant: An Integrated Approach
Inside a modern PET bottle to bottle recycling plant, production lines are supported by in-house laboratories, data monitoring systems, and quality assurance protocols. This integration allows recycled PET resin to be produced with industrial reliability rather than experimental variability.
Plants designed this way are capable of supporting large-scale manufacturing demand while improving overall PET recovery rates.
The Future of Recycled PET Resin in Non-Food Packaging
As sustainability targets tighten and virgin resin costs fluctuate, demand for recycled PET resin is expected to grow steadily. Chemical recycling will not replace mechanical recycling. Instead, it will continue to complement it by handling complex waste streams and restoring material quality.
For manufacturers in personal care and hygiene sectors, this combined approach provides access to reliable recycled inputs without compromising product performance.
Closing the Loop Through Bottle-to-Bottle Recycling
Bottle-to-bottle recycling is not a single process but a coordinated system. Collection, sorting, washing, mechanical processing, and PET chemical recycling all play a role in converting waste bottles into usable PET granules and recycled resins.
Understanding how a PET bottle to bottle recycling plant operates helps manufacturers make informed sourcing decisions. It clarifies where quality is created, how consistency is maintained, and why chemically recycled PET resins are becoming a practical choice for non-food packaging applications.
By integrating multiple recycling routes, the PET industry is not just managing waste. It is building a resilient circular material system that supports manufacturing, sustainability, and long-term resource efficiency.