Chemical Recycling and the Future of rPET Pellets, Sustainable Textiles, and Circular PET Recovery
The global PET value chain is undergoing a major transition. Demand for recycled raw materials is rising because industries want reliable and consistent substitutes for virgin resin. Brands want to strengthen sustainability claims. Governments want to reduce pressure on landfills. Consumers want products that are safer for the environment. Within this context, chemical recycling has become one of the most important solutions for long-term circularity in the PET ecosystem.
JB rPET has focused on creating high-quality output that supports packaging applications and textile applications. The company uses advanced technology, strict quality systems, and continuous process control. This positions JB rPET as an important supplier of chemically recycled rPET that meets high-performance requirements for a wide set of industries.

Why Chemical Recycling Matters in a Changing PET Landscape
Chemical recycling addresses waste types that are difficult to process through traditional methods. The traditional method, mechanical recycling, relies on very clean input. The quality of output depends heavily on washing, sorting, and colour separation. This creates limitations because real waste streams contain contaminants, multiple colours, textiles, multilayer structures, and labels.
Chemical recycling does not depend on such high-purity input because it breaks the polymer into basic monomers. Once monomers are purified, they can be used to create new PET resin with quality features that are consistent and uniform. This approach increases the total volume of waste that enters the circular economy.
Global organisations have noticed this shift. A report by Markets and Markets states that the chemical recycling industry for plastics is expected to grow at more than 8 percent CAGR through 2032. The report attributes this rise to the need for higher-quality recycled input for packaging and textile applications. Reliable feedstock helps manufacturers meet sustainability regulations in multiple countries. The same report highlights that demand for recycled PET for textiles will continue to grow because brands want to reduce their carbon footprint while maintaining fabric performance.
Chemical recycling creates a stable material stream for packaging converters and textile mills. It also supports long-term circularity because material can be recycled without major quality loss. These benefits position chemical recycling as an important contributor to global PET sustainability.
How JB rPET Uses Chemical Recycling to Produce High Quality Output
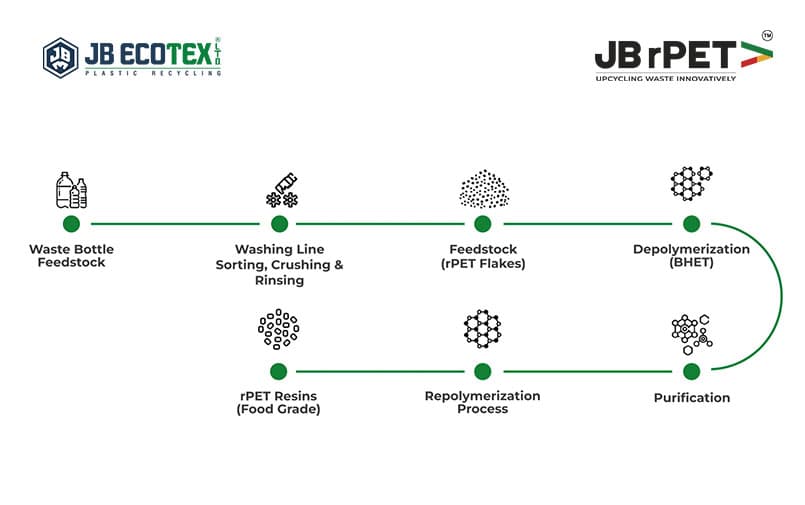
JB rPET uses a structured process that ensures reliability at every stage. Feedstock enters the facility through controlled sourcing, which includes post-consumer PET bottles, clean PET input, and selected textile waste. The company focuses on efficient cleaning, precise sorting, and standardised washing to ensure a stable beginning point.
The chemical recycling stage involves depolymerisation under controlled conditions. Temperature, catalysts, and agitation are monitored to ensure proper breakdown of the polymer. Once monomers are separated, the purification stage removes remaining impurities. This creates a clean feed for polymerisation.
The polymerisation phase helps produce consistent rPET pellets and PET granules. Continuous processing helps ensure uniform IV, clarity, and mechanical properties. These properties matter for packaging converters, sheet producers, and spinners.
Quality verification is a major part of JB rPET’s process. The company uses advanced testing methods such as GC-MS-HS, ICP-MS, DSC, and IV measurement systems. Each batch undergoes detailed testing for colour, AA levels, moisture content, and intrinsic viscosity. This level of quality assurance gives customers confidence in long-term performance.
The company has also invested in modern manufacturing systems that reduce variations. Automation helps track each stage from depolymerisation to pelletisation. Customers benefit from improved reliability and consistent supply, which are essential for high-performance applications in textiles and packaging.
Chemical Recycling as a Foundation for Circular PET and Textile Innovation
Chemical recycling plays a major role in supporting circularity because it increases the amount of waste that can enter the recycling loop. The PET value chain includes packaging, textiles, industrial applications, and technical products. A major challenge with this value chain is the increasing volume of polyester textiles entering global waste streams. Chemical recycling creates an opportunity to convert textile waste into usable feedstock.
Textile-to-textile recycling is expected to expand in the coming decade. Textile Exchange has challenged apparel brands to shift to higher levels of recycled polyester. At the back of this, many of these companies want sustainable textile materials that match virgin polyester quality. Chemical recycling supports this objective because the quality of the recycled resin helps maintain fibre strength, dye uptake, and durability.
Sustainable textile materials rely on consistent raw materials. rPET pellets offer stable properties for filament yarn, staple fibre, woven fabrics, knitted fabrics, and technical textiles. Since chemical recycling produces output with uniform viscosity, the spinners experience fewer variations during production. Fabric quality becomes more predictable, which benefits apparel, home textiles, technical textiles, and geotextiles.
The packaging industry also gains from this process. Food and beverage brands require high clarity and stable IV for bottles, films, and sheets. The molecular purity achieved through chemical recycling supports these requirements. This expands the set of products that can be made using recycled content.
Circular PET recovery becomes stronger when textile waste and packaging waste both enter the recycling loop. Chemical recycling allows industries to treat a wider set of inputs without compromising quality. This increases recovery rates and strengthens the long-term sustainability of the PET value chain.
The Role of rPET Pellets in High-Performance Textile and Packaging Applications
rPET pellets play a valuable role in both textiles and packaging because they offer stable mechanical and thermal properties. Textile manufacturers require consistent viscosity, controlled colour profiles, and predictable fibre formation. rPET pellets help meet these requirements because their processing behaviour remains uniform across large production batches. This supports filament yarn, staple fibre, woven fabrics, knitted fabrics, and technical textiles.
rPET pellets also support packaging converters, but the textile sector shows a strong rise in demand. Brands want higher levels of recycled polyester in garments and home textiles. Mills want a reliable source of recycled input. Textile to textile recycling and rPET pellets help meet these expectations because they provide the structural performance needed for spinning, drawing, and weaving.
Demand for rPET pellets is increasing in both segments, and JB rPET is able to support this rise because the company maintains stable quality through continuous polymerisation, strict filtration, and controlled processing.

Where PET Granules Fit Into the Circular PET System
PET granules provide another form of resin for converters and spinners. They support applications that require standardised melting profiles. JB rPET supplies PET granules that match industrial requirements for clarity, strength, and processing stability.
PET granules are used in packaging sheets, strapping, fibres, and moulded components. The increasing use of sustainable textile materials is driving further demand for PET granules because spinners want consistent viscosity for filament yarn. Uniform granules help reduce production variations, which improves quality for large-scale spinning facilities.
PET granules also support sustainable textile materials because they offer uniform melting profiles for spinning lines. Consistency helps maintain fibre strength, filament evenness, and dye absorption. Mills benefit from predictable processing behaviour, which supports large-scale production. As the demand for sustainable textile materials increases, PET granules provide a dependable and responsible alternative that supports long-term circularity.
Importance of PET Bottle Flakes and Their Pricing Trends
PET bottle flakes serve as the primary feed for both mechanical and chemical recycling. Input quality affects production stability. JB rPET evaluates PET bottle flakes based on clarity, contamination level, and moisture content. These flakes enter the depolymerisation stage, where they break down into monomers.
Market studies show that PET bottle flakes price fluctuates based on regional waste collection efficiency, colour mix, and seasonal variations. Higher volumes of transparent bottles often reduce PET bottle flakes price in certain months. When supply decreases, PET bottle flakes price may rise. This fluctuation affects recycling companies because the input cost becomes variable.
Chemical recycling provides flexibility. Even when PET bottle flakes quality changes, the depolymerisation process stabilises output. This helps producers maintain consistent resin quality despite variations in feedstock. The ability to process mixed or lightly contaminated PET bottle flakes gives chemical recycling a strong advantage over traditional approaches.
PET bottle flakes remain crucial for the entire recycling ecosystem. Improving collection systems and sorting infrastructure can help stabilise PET bottle flakes price. Better collection also increases recycling rates across regions.

Where Chemical PET Recycling Supports Industry Growth
Chemical PET recycling helps industries access cleaner resin. Companies across packaging, textiles, and industrial markets prefer higher-quality recycled content. Chemical PET recycling gives them access to a product that matches the performance of virgin-grade resin.
Chemical PET recycling supports multiple industries:
1. Packaging
Bottles, sheets, containers, and films benefit from the molecular
clarity achieved through chemical PET recycling.
2. Textiles
Sustainable textile materials rely on consistent resin quality to
maintain tensile strength and dye uptake. Chemical PET recycling supports
this.
3. Industrial
Applications
Strapping, moulded components, and technical products require
predictable IV and strength. Chemical PET recycling supports uniform
quality.
The growth of chemical PET recycling aligns with global sustainability trends. More industries request recycled content. Regulators want higher collection rates. Consumers demand eco-friendly materials. This combination creates long-term momentum for the technology.
Textile to Textile Recycling and the Future of Polyester Circularity
Textile waste is a growing challenge for the polyester value chain. Large volumes of garments and industrial textiles reach the end of life each year. Mechanical recycling struggles with these inputs because colour, contamination, and fibre blends reduce recyclability. Chemical recycling provides a viable solution because it breaks polyester down to monomers that can be rebuilt into high-quality resin. This creates a clear path for textile to textile recycling. JB rPET can receive selected textile waste and convert it through chemical recycling into resin that supports new fibre production. This strengthens circularity in the textile industry and helps the textile industry move toward long-term sustainability goals.
How Sustainable Textile Materials Benefit From Recycled PET
Sustainable textile materials depend on reliable raw input. Chemical recycling improves the stability of this input because it creates resin with a consistent molecular weight. This helps spinners run smoother production cycles.
Sustainable textile materials produced using rPET pellets or PET granules support multiple uses in apparel, home textiles, automotive interiors, and technical fabrics. Many global brands have announced measurable sustainability targets for polyester sourcing. Textile Exchange reported that recycled polyester adoption rose above 15 percent globally in 2023 and continues to rise. This growth is expected to accelerate because consumers prefer environmentally responsible products.
Chemical recycling provides a strong foundation for this growth because it offers cleaner resin. Sustainable textile materials benefit from improved dyeability and uniform strength. These features help fabrics meet industry quality expectations without compromising performance.

Why Chemical Recycling Strengthens Trust for Buyers
Customers want more than recycled content. They want reliability, transparency, and consistency. JB rPET focuses on these aspects through:
1. Advanced
Testing Systems
Each batch undergoes GC-MS-HS, ICP-MS, DSC, IV measurement, and colour
checks.
2. Process Transparency
The company describes its technology, depolymerisation process, and
quality systems clearly on its website and technical documents.
3. Continuous Improvement
Automation helps reduce human error and strengthen quality stability.
4 Group
Strength
JB rPET is part of a larger industrial group with established
credibility in recycling. This assures customers of long-term operational
stability.
These trust signals help customers feel secure in their choice of supplier. Reliability reduces production risks for converters and textile mills. Stable quality helps companies maintain product performance without repeated adjustments. JB rPET is also FDA certified for food packaging applications, which provides additional assurance for customers who require safe and compliant material.
Global Market Outlook for Chemical Recycling, rPET Pellets, and Sustainable Textile Materials
Multiple reports indicate strong growth for recycled polyester and PET recycling technologies. A 2024 report by The Grand View Research Company estimates that the global recycled PET market will cross 18 billion USD by 2030.
The textiles sector will be a major contributor to this growth. Markets and Markets projects that recycled polyester demand in textiles may show consistent upward growth across the next decade. This is driven by consumer preference for sustainable textile materials.
Chemical recycling plays a major role in scaling this growth because it expands the available feedstock pool. The technology handles mixed waste and textile waste more efficiently. It helps address quality limitations associated with traditional recycling. This creates a more stable supply of high-quality rPET pellets, PET granules, and resin for textile applications.
Government regulations will also drive adoption. Several regions have introduced minimum recycled content requirements for packaging. Global brands have published internal policies for material sourcing that include targets for recycled polyester. All these factors support a long-term increase in chemical recycling capacity and recycled PET demand.
Conclusion
Chemical recycling supports the future of circular PET recovery. It helps industries access reliable recycled input for packaging and textiles. The technology contributes to sustainability goals by converting mixed and contaminated waste into high-quality resin. JB rPET uses a structured process with strict quality control systems, which results in consistent rPET pellets and PET granules. These materials support sustainable textile materials and strong packaging applications.
The rise in global sustainability targets, recycled content mandates, and consumer preference for responsible products will continue to drive interest in chemical recycling. The technology gives converters and textile mills a reliable and high-quality alternative to virgin PET. JB rPET has positioned itself to support this demand through advanced process systems, strong testing standards, and continuous improvement.